
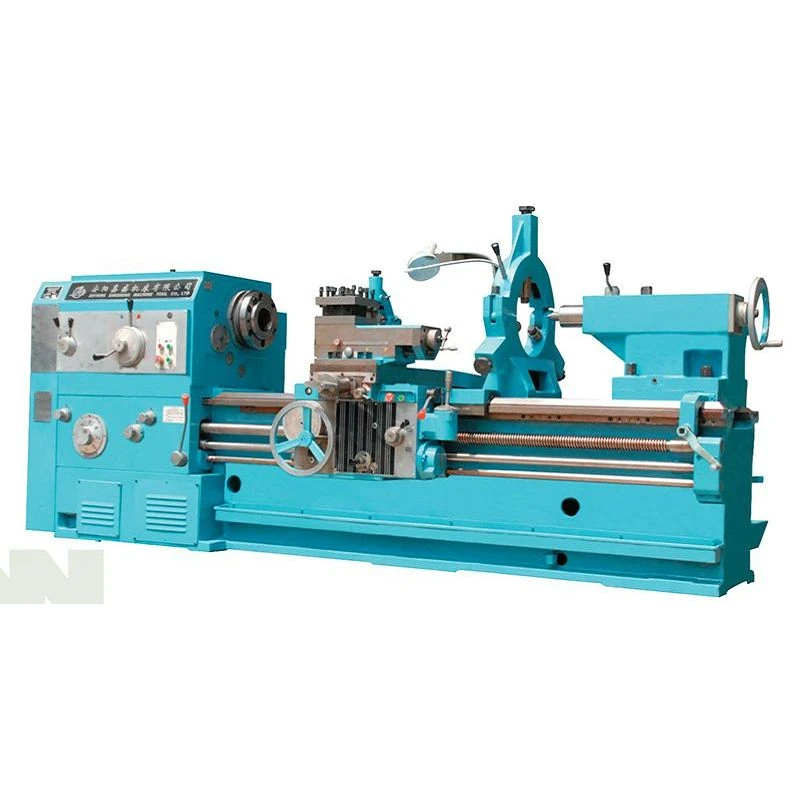

Användning av standard horisontell svarv
Den horisontella standardsvarven, som en viktig del av utrustningen inom tillverknings- och bearbetningsområdet, används ofta i produktion och tillverkning av olika industrier på grund av dess robusta struktur, enkla drift och höga bearbetningsnoggrannhet. Den används främst för bearbetning av roterande delar som axlar, hylsor och skivor, och uppnår effektiv bearbetning av materialstorlek, form och ytkvalitet genom svarvteknik.
Standard horisontella svarvar har flera fördelar. För det första säkerställer deras robusta bäddstruktur stabiliteten och bearbetningsnoggrannheten hos verktygsmaskinen, och uppfyller stränga bearbetningskrav. För det andra, det användarvänliga gränssnittet gör det möjligt för operatörer att snabbt bemästra och arbeta effektivt, vilket förbättrar produktionseffektiviteten. Dessutom gör den standardiserade designen det enkelt att underhålla och hantera, vilket minskar produktionskostnaderna.
I praktiska tillämpningar används standard horisontella svarvar i stor utsträckning inom olika områden som biltillverkning, mekanisk tillverkning, flyg och elektronisk utrustning. Oavsett om det är massproduktion eller anpassning av enstaka-delar, bearbetning av precisionsdelar eller stora arbetsstycken, kan den visa enastående prestanda, vilket ger en solid garanti för företag att förbättra produktkvaliteten och konkurrenskraften på marknaden.
Prestandaegenskaperna hos en vanlig horisontell svarv
Den horisontella standardsvarven, som en viktig utrustning vid svarvning, har enastående prestandaegenskaper och används i stor utsträckning inom olika områden som mekanisk tillverkning, bilar, flyg, etc. Dess främsta fördelar och prestandaegenskaper är som följer:
Strukturen är stabil och styvheten är utmärkt.
Den horisontella standardsvarven har en robust bäddkonstruktion, vilket säkerställer att verktygsmaskinen bibehåller god styvhet och stabilitet under drift. Detta förbättrar inte bara bearbetningsnoggrannheten utan garanterar också den långsiktiga-pålitliga driften av utrustningen.
01
Hög bearbetningsnoggrannhet
Utrustad med avancerade styrskenor och hög-precisionsspindlar, kan den horisontella standardsvarven utföra hög-precisionsvarvning av arbetsstycken, uppfylla exakta storlekskrav, säkerställa stabil produktkvalitet och förbättra bearbetningseffektiviteten.
02
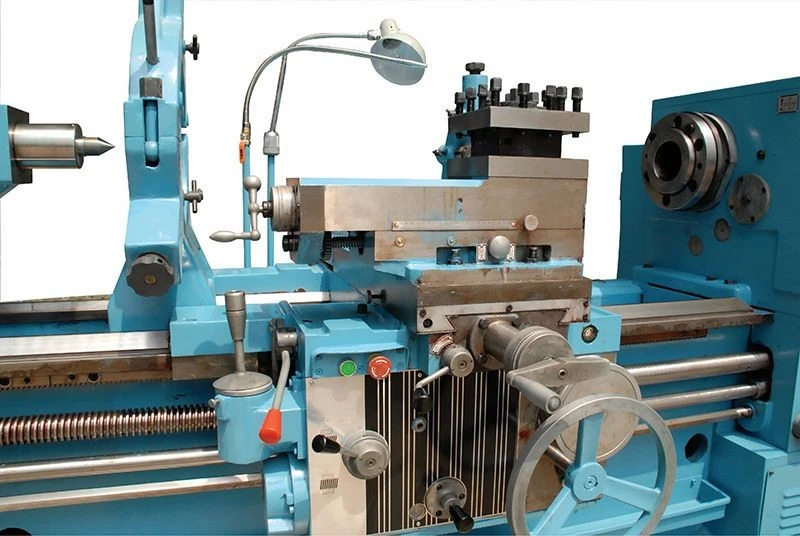
Bekväm drift, rika funktioner
Verktygsmaskinen är utformad i enlighet med ergonomi, med ett användarvänligt-manövreringsgränssnitt, vilket gör det enkelt för operatörer att snabbt bemästra och använda. Den har också flera svarvfunktioner, såsom extern cylindrisk svarvning, ändytsvarvning och gängskärning, vilket avsevärt förbättrar flexibiliteten och tillämpningsomfånget för bearbetningen.
03
Stark anpassningsförmåga, brett behandlingsområde
Den horisontella standardsvarven är lämplig för bearbetning av olika metallmaterial. Oavsett om det är för små-skalig eller stor-produktion, kan den konsekvent producera högkvalitativa-produkter och möta olika branschers olika behov.
04
Enkelt underhåll, lång livslängd
Konstruktionen fokuserar på att underlätta dagligt underhåll och underhåll, vilket förlänger livslängden på verktygsmaskinen, minskar driftskostnaderna och gör det möjligt för företag att uppnå effektiv produktion och hållbar utveckling.
05
Parametrar för standard horisontell svarv
|
Huvudsaklig teknisk specifikation |
|||||||
|
Kapaciteter |
|||||||
|
Sväng över sängen |
mm |
800 |
|||||
|
Sväng över vagnen |
mm |
480 |
|||||
|
Maximal längd på arbetsstycket |
mm |
1500 |
2000 |
3000 |
4000 |
5000 |
6000 |
|
Maximal svänglängd |
mm |
1350 |
1850 |
2850 |
3850 |
4850 |
5850 |
|
Styrbanans bredd |
mm |
600 |
|||||
|
Axel |
|||||||
|
Spindelnoskod |
mm |
C11 |
|||||
|
Spindelns diameter genom hålet |
mm |
100 |
|||||
|
Avsmalnande hål på spindeln |
1:20 |
||||||
|
Avsmalnande hål på stjärtpennan |
morse6 |
||||||
|
Antal framåtsvängningshastigheter |
18 |
||||||
|
Antal backsvarvtal |
6 |
||||||
|
Spindelhastighet -Framåt |
r/min |
5.5-750 |
|||||
|
Spindelhastighet-Bakåt |
r/min |
10-775 |
|||||
|
Matningsrörelse |
|||||||
|
längsgående och kors |
64;0.1~24.32 |
||||||
|
Över-till-längdmatningshastighet |
½ |
||||||
|
Skruvstigning på ledskruv |
mm |
12 |
|||||
|
Antal och intervall för metrisk tråd |
50 typer; 1-240 (mm) | ||||||
|
Antal och intervall för tumgänga |
26 typer; 14-1 (tänder/tum) | ||||||
|
Antal och intervall för modulgänga |
53 typer; 0,5-120 (mm) | ||||||
|
Antal och intervall av diametral stigningsgänga |
24 typer; 28-1 (tänder/tum) | ||||||
|
Snabb rörelsehastighet för vagnen |
mm/min |
4000 |
|||||
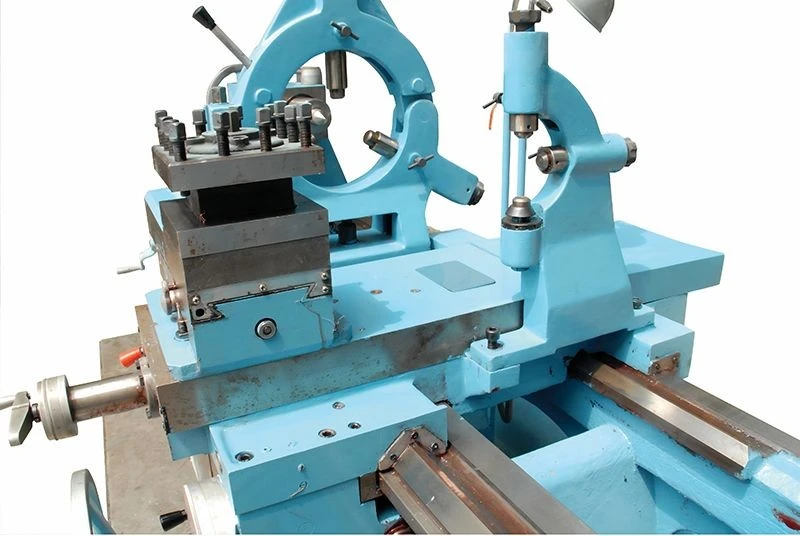
|
Verktygsinlägg |
|||||||
|
Avstånd mellan spindelns mittlinje- och verktygets viloplan |
mm |
33 |
|||||
|
Storlek på verktygsskaft |
mm |
32 |
|||||
|
Svängområde för verktygsstolpar |
±90 grader |
||||||
|
Max. förflyttning av topprutschbanan |
mm |
200 |
|||||
|
Max. rörelse av tvärglid |
mm |
500 |
|||||
|
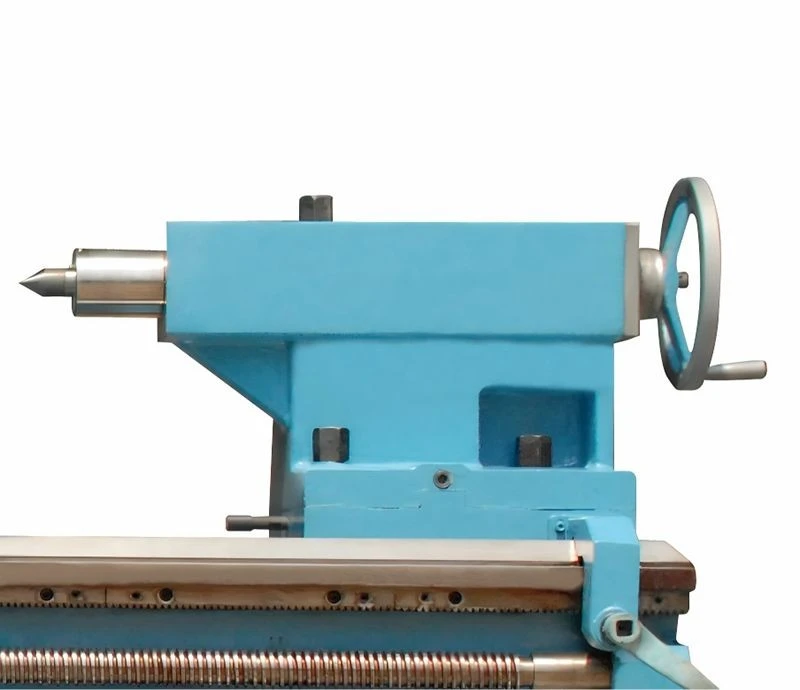
Stjärtstock |
|||||||
|
Diameter på tailstock-pennan |
mm |
100 |
|||||
|
Resa av stjärtpennan |
mm |
250 |
|||||
|
Avsmalnande hål på stjärtpennan |
morse6 |
||||||
|
Acceptansvillkor |
|||||||
|
GB/T4020-1997 Noggrannhet, parallell svarv |
|||||||
|
JB/T2322-1993 Villkor, parallellsvarv |
|||||||
|
Andra |
|||||||
|
Huvudmotoreffekt |
kw |
11 |
|||||
|
Maskinmassa |
kg |
4900 |
5100 |
5500 |
6100 |
6900 |
7500 |
|
Maskinens totala dimension |
|||||||
|
Längd |
mm |
3670 |
3985 |
5165 |
6220 |
7400 |
8260 |
|
Höjd |
mm |
1730 |
|||||
|
Bredd |
mm |
1450 |
|||||
Producerar syn










Certifiering
Anyang XS liten svarvsvarv design och producerar enligt ISO 9001, ISO14001, vi ägde också CE, UL-certifieringar.

Utställning

Populära Taggar: standard horisontell svarv, Kina standard horisontell svarv tillverkare, leverantörer, fabrik, Horisontell svarv med sadel, Horisontell metallsvarv, Horisontell svarv, Järnsvarv, Manuell svarv, Standard horisontell svarv